





In the early ’90s, Joe Prischak — the late founder of The Plastek Group in Erie, Pennsylvania — imagined a place where moldmakers could openly share what they know. That idea became real in 1998 with the launch of MoldMaking Technology magazine. Cavalier Tool and Manufacturing joined that mission just a few years later, first appearing in our pages in 2003, and they’ve been part of the conversation ever since.
I first met Cavalier President Brian Bendig at IMTS 2012. He was presenting at a Makino Lunch and Learn, and I can still remember the energy in the room as he walked through their drilling, boring, thread milling, tapping and 2D/3D machining capabilities — all accomplished without an operator touching the part. His enthusiasm was contagious.



Fast-forward three years, and Cavalier Tool earned MMT’s Leadtime Leader Award. From that point on, they’ve been a steady and generous supporter of MMT, Amerimold, the MoldMaking Conference and PTXPO — contributing technical insights, sharing lessons learned and showing up as exhibitors committed to strengthening the industry.
Their stories have run the gamut: navigating COVID-19, a practical guide to implementing automation, a thoughtful onboarding process, a distinctive mold design philosophy, and even a challenge to the industry to rethink its dependence on CMMs. Each contribution has added real value.
And last month, as they mark 50 years in business, Cavalier once again opened its doors — to customers, to the community and even to competitors — to show how they operate and why they do what they do. It’s a fitting celebration for a company that has spent decades helping move this industry forward.
For four days, Cavalier did something the industry rarely sees: they opened their doors to the industry and community to share.
In an industry working to attract new talent and maintain its profile, this wasn't just hospitality; it was a choice about how to do business. The thinking? That showing appreciation for partners and being open with knowledge will help strengthen the industry.
Just a Snapshot of 50th event and technology












Tour Time: Returning to Cavalier Tool
It has been 10 years since I last visited Cavalier Tool, and walking through their three facilities made it clear how much has changed. The facilities are larger, the level of automation is higher and the systems in place are far more structured than what I saw a decade ago. Chris Vander Park, Cavalier’s international business development manager, who began his career there as an apprentice more than three decades ago and has been back with the company for the past 15 years, walked me through the facilities and provided context on how the company reached this point.
His career story is closely tied to Cavalier’s transformation. He originally joined after a call from Brian, who convinced him to take a chance on what was then a changing operation. They made a handshake agreement to strengthen the business and rebuild the company, a partnership that still drives many of the decisions shaping Cavalier today.
The first major change is the size of the operation. Fifteen years ago, Cavalier was a $12 million company; today, it is recognized as one of the top 10 mold makers in North America. This growth shows in the number of employees, the amount of equipment and the overall pace of work.
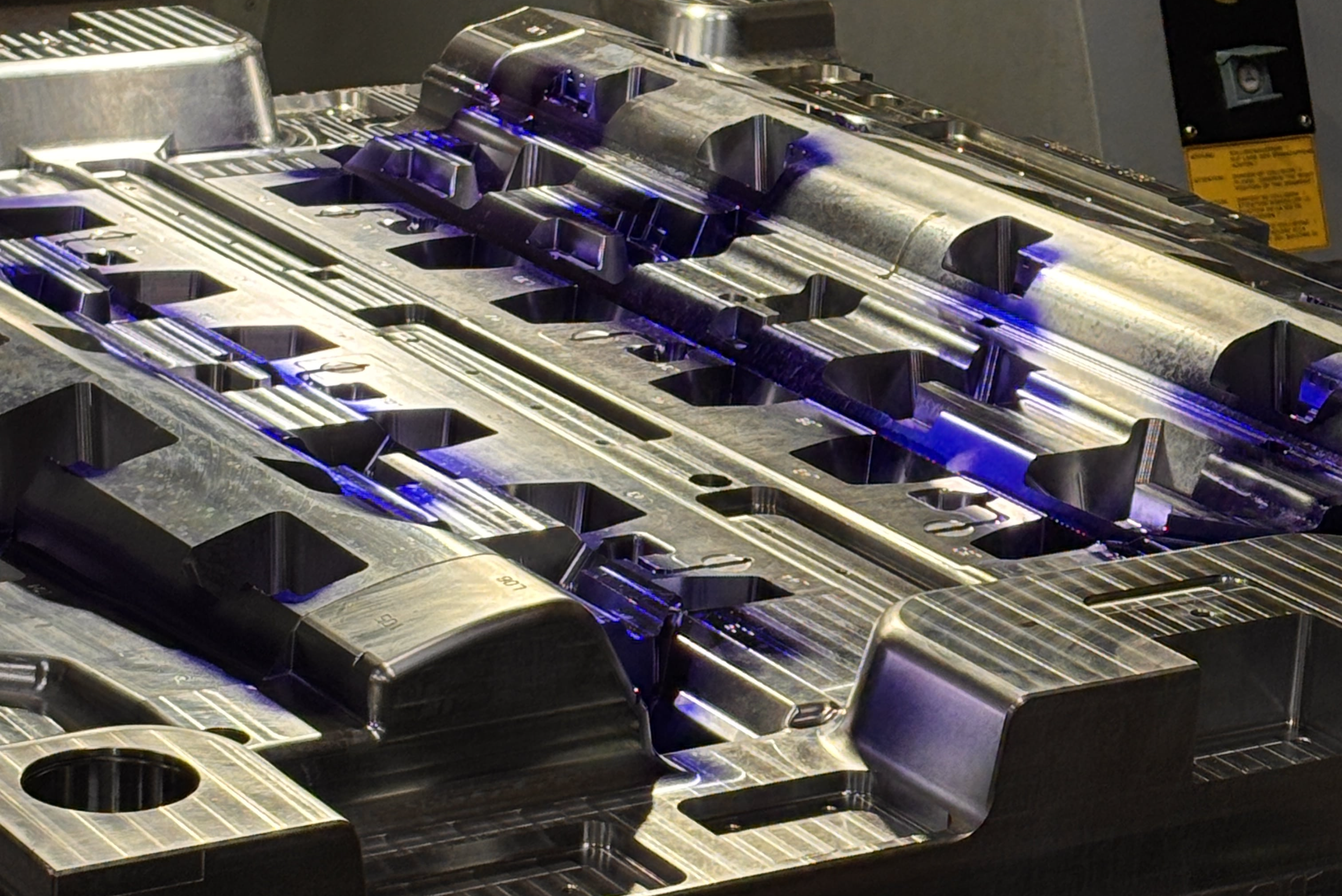
Cavalier’s customers pay a premium for fast delivery and deep feasibility expertise, and the team is unapologetic about their approach. Chris says it plainly: they build the tool the way it should be built, not according to the manufacturing shortcuts others may push for. That confidence is backed by an in-house philosophy: No excuses. The team no longer waits for shared resources such as cranes, airlines or tooling. If a process or dependency slows production, they bring the capability in-house. The toolmaking area is designed around removing constraints, not adjusting to them.
That philosophy shows up not only in how tools are built, but also in how they are delivered. Instead of painting, Cavalier now wraps its tools, allowing for logos, QR codes and other identifiers. The approach creates a consistent appearance while giving customers greater flexibility.
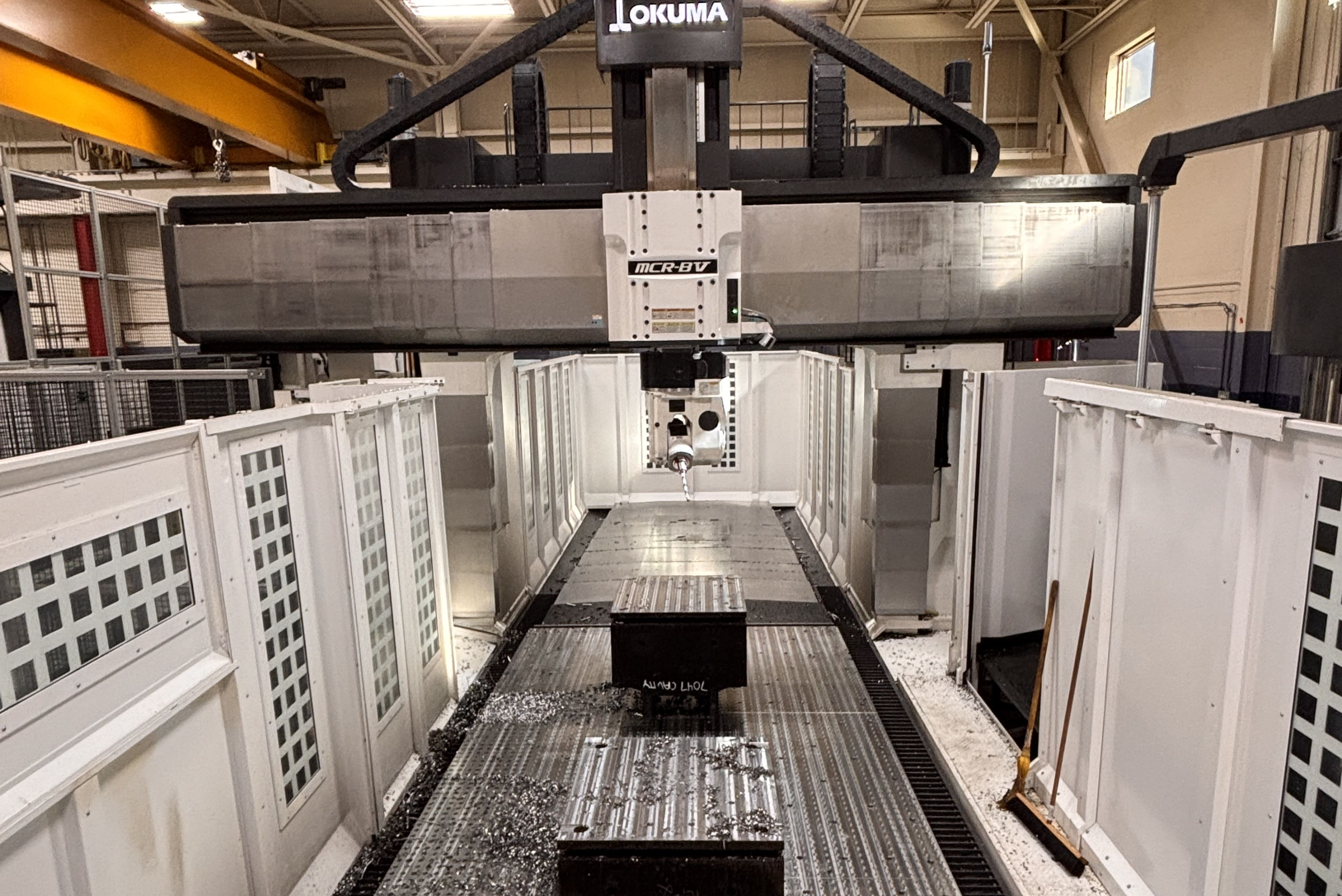
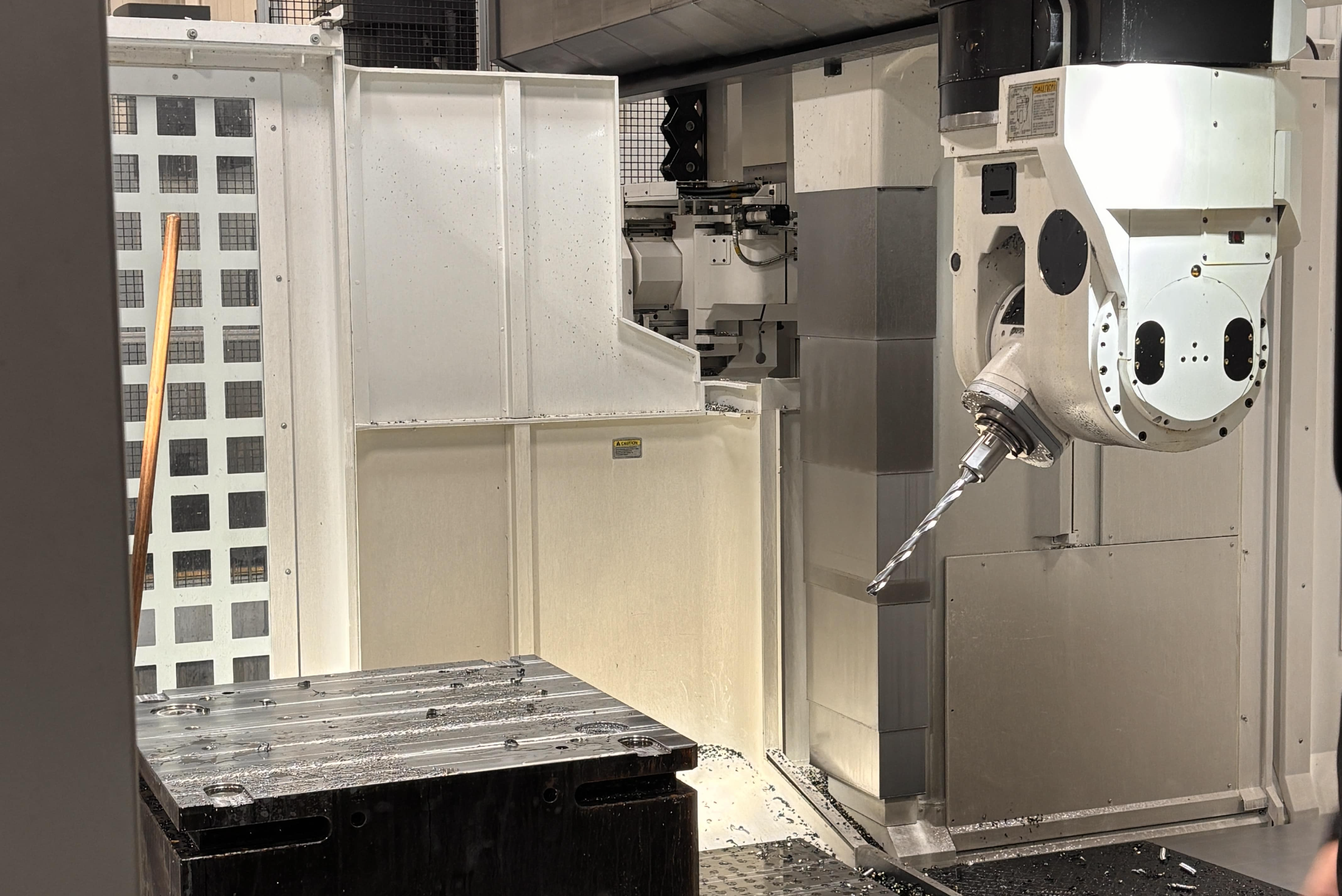
In terms of equipment, Cavalier now operates 45 CNC machines, and more are on the way. New equipment includes a 3 x 5-meter Okuma BV, a Makino V100, additional Hermle C52s, an Ingersoll OPS 1200 EDM and another Mitsubishi wire EDM. The company invested roughly $6 million in capital last year alone. In several areas, they have already prepared pits or foundations for machines that have not yet arrived.
Most of the machining equipment is German or Japanese. Tables are fixtured so work can move between machines without major setup changes. This helps maintain consistency between facilities and allows the company to shift work where capacity is available.
Chris also highlights their machining strategy. Cavalier machines many parts from rounds instead of squares. This removes the need to square or straighten stock and reduces prep time. Parts are wire-cut to final size with zero stock, and usually only one person handles the process from start to finish.
Automation plays a major role. Toolholders are stocked with sister tooling so machines can change cutters automatically based on spindle load. Lasers calibrate tools as needed, and the system adjusts tool selection based on the schedule and job priority.
RFID technology is now standard in electrode management. Each electrode is scanned, tracked and verified before burning. The system prevents electrodes from being used on the wrong job or in the wrong location. As a result, errors that once required welding or rework have been largely eliminated.
Inventory is managed through vending machines placed throughout the shop. When an operator removes items (cutters, inserts, gloves or basic consumables), the machine automatically reorders replacements. Vendors receive replenishment alerts and restock accordingly.
Because much of the inventory is vendor-managed, Cavalier requires only two purchasers: one in Canada and one in India. The company audits its vending activity daily to verify accuracy. Parts and components are organized in bins tied directly to each bill of material. This structure greatly reduces missing items or delays related to misplaced parts.
The engineering department has grown significantly since my last visit. Cavalier now has about 40 designers split between Canada and India. The schedule is mirrored so work continues overnight. A design cycle that once took four weeks now takes about a week and a half. The company is also planning to add two metal 3D printers and one plastic printer to expand prototyping and support tooling needs.
The most impressive improvement I observed is the scheduling platform. It links SmartView with the ERP system and provides real-time job status across the shop. Milestones are color-coded to show whether work is on time, late or closed late. When delays occur, they appear in the system early, sometimes up to weeks or even months before the due date.
This visibility helps the team reduce idle time between operations. If a part is scheduled to sit for several days waiting for EDM, they may move it to spotting or polishing instead. The goal is to keep each job moving through the process. With 247 active tools in the system, manual tracking is no longer practical.
Overall Impression After 10 Years Away
The company I saw this year is more advanced, more automated, more organized and more energized than the one I visited a decade ago. The combination of capital investment, structured processes, global design resources and real-time data has changed how Cavalier operates day to day.
As the company celebrates its 50th year, it is clear that these developments were intentional and part of a long-term effort to scale without losing control of quality or delivery.







Related Content

What Is Scientific Maintenance? Part 2
Part two of this three-part series explains specific data that toolrooms must collect, analyze and use to truly advance to a scientific maintenance culture where you can measure real data and drive decisions.
Read More
What Is Scientific Maintenance? Part 1
How to create a scientific maintenance plan based on a toolroom’s current data collection and usage.
Read More
How to Use Scientific Maintenance for More Accurate Mold and Part Troubleshooting
Discover how adopting scientific maintenance approaches helps improve mold lifespan, minimize failures, and optimize production outcomes.
Read More
Best Practices for Hitting Critical Numbers: Communication and the Shrinkage Factor
Start with an upfront review, discussion and collaboration with the customer and then consider the shrinkage factor.
Read MoreRead Next

2015 Leadtime Leader Awards Winner: Cavalier Tool & Manufacturing - Setting the Pace Holistically
This mold manufacturer has radically transformed its business by instituting a standardized, flexible process, advanced technology and a people-centric philosophy.
Read More
How To Break Free From CMM Dependency
Moving from CMM to in-process verification requires investment in equipment, processes and people to maintain quality standards.
Read More
Cavalier’s 50 Years Strong
Cavalier Tool & Manufacturing celebrates 50 years, driven by a legacy of innovation and industry passion.
Read More