





An automated approach to hard milling and finish grinding frees up skilled workers and maximizes the utilization of machining centers by finishing in one setup on one platform. But, it does not entirely replace your grinders. Photo Credit, all images: Makino Inc.
The current method of processing five sides of a detail is very labor- and time-intensive and requires highly skilled mold builders. Typically, the five to six sides are surface ground with a manual setup per surface plus jig grinding for O.D. features. This is time consuming and increases the chance for errors. In addition, the inspection process is a manual operation that requires a technician to stack squares on a surface plate with a height indicator. Then, if the feature is out of tolerance, the operator must set it up again, regrind and reinspect.
An alternative solution is a closed-loop tolerance control process that hard mills geometry for roughing and semi-finishing in hardened materials up to 95 HRA in carbide. Then, in the same setup, the machine verifies the tolerance using a probe in the spindle. Next, you grind the 2D geometries in the same machine and setup, including bores, bosses, pockets or free-form contours using chop, contour or face grinding. Verifying the grinding process follows. Finally, you use a spindle probe to confirm if the material is within a specified tolerance or rewind and apply cutter compensation.



This automated approach frees up your skilled workforce for other tasks. It also maximizes the utilization of your machining centers by finishing many geometries in one setup on one platform. However, it does not entirely replace your grinders.
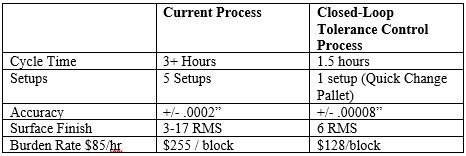
A process comparison reveals 50% savings based on machining and setup times.
Proving It Out
We machined a 1.375 x 3.13 x 6.76-inch block of S7 54 HRC tool steel with one setup to prove this process works. First, we programmed the toolpath to complete the features that didn’t require grinding using hard milling. Then onto roughing, semi-finishing, grinding and verifying the final results.
A process comparison reveals 50% savings based on machining and setup times, which results in yearly savings from $85,000 to $255,000 per year depending on the use of one or three shifts.
Here are some frequently asked questions about this process demonstration:

You are only limited by the available tools. This demo applied a standard jig-grinding ½ -inch mandrel with a 1-inch diameter wheel.
-
What kind of grinding tools did you use?
We used CBN-electroplated mandrels and CBN-vitrified mandrels
-
How much of the time did you spend on hard milling versus grinding in the machining process?
It was 80% hard milling and 20% grinding and we believe that would be typical for most mold shops.
-
What are additional maintenance costs due to the grinding process?
The filtration system was designed for low maintenance and there is no filter or media that needs to be replaced since we use a cyclotronic filter.
-
What is the smallest diameter wheel you can use?
You are only limited by the available tools. This demo utilized a standard jig-grinding ½-inch mandrel with a 1-inch diameter wheel.
-
What kind of end mills did you use for the hard milling contouring?
In this demo, we used a six-flute end mill designed for cutting up to 60 HRC.
-
Is a chopping technique the only grinding approach you can use?
We used chopping in this demo to simulate the jig grinding surface finish; however, you can do contour and face grinding in this process.
-
Is 30K a high enough rpm to do most grinding processes?
We performed this on a 20K spindle. You need to match the wheel size to the optimum surface feet per minute (SFPM) for the tool. We typically look for the largest possible wheel size to incorporate.
-
Is the spindle permanently greased or oil lubricated?
The spindle is core-cooled, under bearing race oil lubricated in a closed-loop, temperature-controlled process, allowing us to run duty-free at full rpm with maximum rigidity.

Consider grinding solutions on VMCs with a filtration system for handling the grinding particles and machined chips, as well as a probing package, the macros to handle the closed-loop inspection process and a 20K or 30K spindle.
When investing in the right machine tool, consider grinding solutions on vertical machining centers (VMCs) that include a filtration system for handling the grinding particles and machined chips. The system should also have a probing package, the macros to handle the closed-loop inspection process and a 20K or 30K spindle.
This closed-loop tolerance control process is applicable for high-cavitation mold inserts, fine blanking and trim dies. It reduces setups, automates the entire process and provides uniform surface finishes with verified quality all in one setup on one machine without the need for hand fitting.
Combining hard milling and grinding on one machine can maximize mold machining and lower costs by 50% when using this closed-loop tolerance control process instead of manual jig or surface grinding.







Related Content

How to Analyze and Optimize Cutting Conditions to Reduce Cycle Time
Plastic injection mold design and manufacturing company puts NC program optimization software module to the test. The results were surprising.
Read More
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More
How to Use Ultra-Precision Micro Tools, Molding and Automation to Unlock High-Volume Medical Device Miniaturization
Five key areas where a molder/mold builder applies tight-tolerance tooling and advanced molding solutions to enable high-volume production of micro-molded medical parts.
Read More
2024 Moldmaking Insights: A Year in Review Part 1
A look back at the top moldmaking trends of 2024, as revealed through MMT's analytics. This review highlights the most popular technical articles, case studies, tips and best practices that captured the industry's attention over the past year.
Read MoreRead Next

How to Hard-Mill Effectively
These are five rules for improving cutter performance and cutter life while maintaining tight tolerances during hard milling.
Read More
What Moldmakers Should Know about Cylindrical Grinding
Reducing costs, producing superior surface finishes and providing high flexibility are just a few of the advantages achieved with cylindrical grinding in mold manufacturing.
Read More
Webinar: Closed-Loop Jig Grinding: Hard Mill, Verify, Grind, Verify
Machine tool builder answers the lack of labor challenge that is creating bottlenecks while also living up to surface finish, tolerance and cycle time requirements with a closed-loop jig grinding and tolerance control process.
Read More